Volume 8, Number 3, November 2005
Barrel Cooling: A Key Technology for Improving Gun Performance
Abstract
During firing, a large amount of heat is transferred into the gun bore. Many heat-induced problems, such as erosion of the gun-bore surface and barrel overheating, significantly limit gun performance. Barrel cooling, including passive cooling and active cooling, is an effective approach to diminish these adverse thermal effects. Passive cooling technologies, such as chromium plating and wear-reducing additives, are adopted to reduce the thermal energy input by setting up a thermal barrier between the hot propellant gas and the steel of the barrel. Active cooling technologies, such as finned-barrel cooling and forced liquid/air cooling, reduce the temperature increment of each round fired by increasing the thermal dissipation rate. Finite element analysis (FEA) results have shown that active liquid cooling is effective in controlling the barrel temperature, thereby preventing barrel overheating and increasing barrel life.
Introduction
When a gun fires, heat generated from the combustion of ammunition propellants and from the friction between the projectile driving band and the gun bore is input into the gun-bore surface. The heat transfer occurs in only a few milliseconds, which induces an acute temperature gradient in the radial direction. Maximum bore temperature can reach 600–1,300 °C [1,2]. During long-burst firing, heat transferred to the steel can cause the gun barrel to reach very high temperatures, which are limited by cook-off temperature. Once cook-off temperature is reached, propellant from the new round will self-ignite. The largest proportion of heat transfer is from the hot propellant gas to the bore surface. A typical heat input for conventional high-energy propellants may be 1.0 J/mm2 [3].
In addition to cook-off, the intense thermal conditions contribute to gun-bore erosion. Erosion is a complicated process which involves a number of interrelated factors, although generally the flame temperature of the propellant gas is considered the dominant factor. No matter what the specific mechanism of erosion, it is a function of the rate of heat transferred to the gun-bore surface. The mission requirements of future war fighting require the development of new generations of large-calibre guns capable of providing increased range, accuracy, and energy on target. High-energy propellants with flame temperature up to 3,900 °C are used for improving gun performance. But erosion is exacerbated to unacceptable levels by large thermal energy exchange between the combustion of the ammunition propellant and the gun bore. In rapid-fire small-calibre weapons, such as machine guns and machine cannons, the barrel can become red-hot under long-burst firing conditions, and subsequently the firing must be stopped immediately to allow barrel cooling.
Wear and erosion of the gun barrel reduces the accuracy of the projectile and ultimately diminishes the life of the gun. Additionally, gun barrel overheating impacts on user safety and facilities as a result of the possibility of cook-off during prolonged use and high rates of fire. A Thermal Warning Device (TWD) has been used to indicate to the gun crew when it is safe to shoot. Recently, large-calibre guns have been designed to fire at sustained high rates. But firing at such high rates will quickly make the gun too hot to load or fire. So, other methods are required to keep barrel temperatures below the ammunition’s cook-off temperature. In addition, cross-barrel temperature difference due to wall thickness variation can increase with the number of rounds fired, and thereby produce thermal distortion of the barrel, which degrades gun accuracy. Thus, barrel cooling is key to retaining barrel life and enabling artillery weapons to increase individual mission durations and reduce their recovery time between missions.
Cooling technologies for gun barrels are either passive or active. Passive cooling technologies, such as chromium plating and wear-reducing additives, are adopted to reduce the thermal energy input by setting up a thermal barrier between the hot propellant gas and the steel of the barrel. Active cooling technologies, such as finned-barrel cooling and forced liquid/air cooling, reduce the temperature increment of each round fired by increasing the thermal dissipation rate. This paper briefly discusses options for passive and active cooling techniques and then presents finite element analysis (FEA) results to show that active liquid cooling is effective in controlling the barrel temperature, thereby preventing barrel overheating and increasing barrel life.
Heat transfer process
During and after a shot, the gun barrel is heated and then cools. Heat exchanges occur during these two phases. The heat transfer process (Figure 1) can be classified into three successive stages: thermal input, thermal storage, and thermal output.
It can be seen from Figure 1 that we can control the heat transfer process by two methods: one is to lower the rate of heat transferred into the gun-bore surface (Process I) and the other is to increase the rate of heat transferred out of the gun barrel (Process II).
Barrel cooling
Passive cooling
Gun barrels are currently usually made of CrMoV-based steel. To lower the rate of heat transferred into the gun bore surface means that a thermal barrier is required between the high-temperature propellant gases and the steel. Passive cooling is defined as reducing heat flux into the gun-bore surface by setting up a thermal barrier. Up to now, two practical methods of passive cooling are by chromium-plating and by using wear-reducing additives. The former is employed in manufacturing gun barrels and the latter works during firing.
Chromium plating
Bore surfaces are often electroplated with high-contractile (HC) chromium, and recently developed low-contractile (LC) chromium, to enhance resistance to wear and erosion. Chromium coating is hard-adhered to the steel, which separates the steel from the hot gases, and serves as a thermal barrier (Figure 2(a)). Lesquois et al. [4] studied thermal effects induced by mechanical friction in condition of high-speed tribology and found that the hard chromium coating was a good thermal barrier and mechanical protector for the substrate steel.
Prior work [see, for example, 5-8] has shown that the critical first step in the thermal firing damage of a gun bore is the initial cracking of the coating, which, in turn, allows erosion of the vulnerable underlying steel. For HC chromium, there is a high density of embedded and surface cracks. These cracks enlarge during firing and subsequently provide channels for hot propellant gases entering into the chromium-steel interface and forming reaction products or melting the uncoated steel, which accelerates the coating spallation. LC chromium coatings with lower crack density are found to be less cracked than HC chromium after firing. So, bore-protective coatings should be designed to develop a minimum density of coating cracks. But the use of hexavalent chromium has been restricted due to its adverse environmental effects. Cr (VI) is formed in the chromium acid solution when chromium is being electrodeposited from aqueous solution. Because Cr (VI) is hazardous and toxic waste is difficult to dispose of completely, many researchers have taken efforts in developing alternatives to chromium. Currently, electrolytic chromium is being substituted with environmentally clean sputter deposition of refractory metals, such as tantalum. Lee et al. [9] have demonstrated the effectiveness of tantalum as protection against high-temperature wear and erosion. Underwood et al. [10] showed that sputtered chromium coatings had more than twice the failure strength of electroplated chromium coatings. Apart from coating the bore with a layer of refractory metals, another approach to enhance the performance of large-calibre guns is the use of a hybrid gun barrel consisting of a ceramic liner and a steel jacket. In this case, the ceramic liner acts as a thermal barrier for the gun steel. Although ceramics have properties of a high melting temperature, high hot-hardness, and chemical inertness, lack of fracture toughness and tensile strength may hinder their use in advanced gun barrels. Grujicic et al. [11] showed that during firing the high-tensile axial stress developed in the ceramic liner near the barrel ends which can induce the formation of circumferential cracks and, in turn, failure of the liner.
Notwithstanding the spalling of the coating, the layer of refractory metals, such as Cr, Ta, W, Mo, Ta-W, Ta-Cr, has exhibited good thermal insulating ability and the interface temperature is reduced. Based on the aforementioned facts, we know that, if the coating were to remain intact, much of the thermal damage would be prevented or at least significantly delayed. This will attract our attention in the future work.
Wear-reducing additives
At present, many details of the wear-reducing mechanism of additives remain uncertain. It is generally accepted that they work by reducing heat transferred to the bore. The possible heat-reducing approaches are as follows: (1) a low-temperature gas is formed next to the bore surface; (2) the additive reduces turbulence in the boundary layer (thus reducing the convective heat-transfer coefficient); (3) the additive absorbs the heat (thus lowering the gas temperature); and (4) a low conductivity coating is formed on the bore surface to form a protective layer. While the thermal barrier created by a coating of refractory metals is hard-adhered to the steel, the thermal barrier generated by using additives during firing is soft-adhered to the steel (Figure 2(b)).
Bracuti [12] discussed the role of wear-reducing additives. Work by Franco and Peter [13] showed that using silicon dioxide as an additive can lead to a reduction of the steel temperature by approximately 150 °C. Lawton [14] showed that the wear-reducing additive gradually reduced the surface temperature fluctuation from about 950 °C to about 600° C, and reduced heat transfer per round from about 950 kJ/m2 to about 600 kJ/m2, over a period of 50 rounds. Work by Boisson et al. [15] showed that in the cross section near the end of the barrel, additives reduce the inner wall maximum temperature about 250 °C and about 150 °C in the section near the forcing cone.
The question of how wear-reducing additives reduce heat transfer remains in debate. Once this is understood, new more-effective wear-reducing additives could be developed.
This is another topic for further research.
It is well known that chromium plating and wear-reducing additives reduce wear and erosion of the gun bore and consequently extend barrel life. However, only a small part of the heat released during a shot is prevented from entering into the gun-bore surface; the majority of the heat is still transferred into the gun-bore surface and accumulates with the number of rounds fired, which accelerates the erosion process of the gun bore and ultimately makes the chamber temperature up to the safe temperature limit. The reason for this is that the barrel is generally cooled in the air during firing. The rate of heat transferred out of the barrel is rather small due to the small combined convective heat transfer coefficient, h (h = hc + hr, where hc is the natural heat transfer coefficient, and hr the radiation heat transfer coefficient). hr is usually about 1% of hc and is usually ignored. So, an effective way to cool the barrel quickly is needed.
Active cooling
Newton’s law of cooling is represented by the following equation:
(1)
where, Q is the heat transfer rate, A the surface area, Tw the temperature of the wall surface, Tf the reference temperature of the coolant (Tf=(Tfi+Tfo)/2, having the inlet coolant temperature, Tfi, and the outlet coolant temperature, Tfo). It can be seen from Equation (1) that Q can be increased by an increase in the heat-transfer coefficient, h, or in the surface area, A. So, active cooling is defined as increasing the rate of cooling of the barrel by increasing the heat-transfer coefficient and/or the surface area. Generally, the heat-transfer coefficient is affected by a number of factors and may be expressed by:
h =f (u,l,ρ,η,λ,cp) (2)
where, u is the coolant velocity, l the characteristic length, and ρ, η, λ, and cp are the density, dynamic viscosity, thermal conductivity, and specific heat of the coolant respectively. From Equations (1) and (2) we know that there are two methods of increasing thermal dissipation rate: one is to replace natural air cooling with forced liquid/air cooling (thus prominently increasing the value of heat-transfer coefficient by increasing coolant velocity); the other is to manufacture fins on the outside surface of the barrel (thus increasing the surface area).
Naturally air-cooled finned barrel
Finned barrels with longitudinal or radial fins have been employed in small-calibre guns, such as machine guns, machine cannons. In addition, many mortars also have finned barrels because their barrel walls are relatively thin.
Although fins can increase surface area, due to the small natural convective heat-transfer coefficient, the rate of heat transferred out of the barrel is only moderately increased. This method therefore cannot effectively solve the barrel overheating problem.
Forced liquid/air cooling
Barrel liquid-cooling technology was first used on the machine gun with an external water-cooled jacket around the barrel by Hiram Maxim in late 1880s, and then applied to other small-calibre barrels. Bofors invented the first internal cooling system in 1948. Barrel-cooling technology has been widely employed in navy guns such as the Italian OTO Melara 76 mm, the French Creusot-Loire 100-mm Compact, and the Russian AK630. The 155-mm XM297 Crusader cannon incorporates the unique active-cooling channels within its structure, which maintains chamber temperature to below the safe temperature limit. This enables continuous firing of ammunition in the gun barrel in combat [16]. A barrel-cooling system to provide higher maximum firing rates is being developed for the AS90 by BAE Systems RO Defence [17]. Barrel cooling is one of the optional subsystems available to increase the efficiency of the G6 by Denel [18]. A cooling system is one of features of the ST Kinetics’ 120-mm Super Rapid Advanced Mortar System (SRAMS), which reduces temperature build up thereby enabling continuous firing at a maximum rate of up to 18 rpm [19].
Figure 3 shows three modes of barrel liquid-cooling: internal cooling (Figure 3(a)), mid-wall cooling (Figure 3(b)), and external cooling (Figure 3(c)). Because internal cooling of the gun bore is only executed after the projectile exits, and the rapid cooling of gun-bore surface will induce thermal stress, this mode may not meet the requirements of sustained high rates of the fire mission. From the viewpoint of cooling, the difference between the mid-wall and the external cooling is the distance between the cooling channels and the gun bore. External cooling has found wide application in navy guns. But for self-propelled howitzers (SPH), the strength, weight and size of barrel with an external cooling jacket may not be desirable. This is the reason why mid-wall cooling is being developed for the SPH. Mid-wall cooling is also used in electromagnetic rail guns, in which the thermal conditions are much more extreme [20]. Forced-air cooling is also suitable for internal and external cooling, but due to the difference of thermal properties between liquid and air, it is clear that forced-air cooling is not the first choice.
Barrel cooling has the following advantages:
- enabling sustained high rates of fire;
- reducing risk of propellant self ignition;
- reducing risk of projectile exudation;
- improving accuracy; and
- increasing barrel wear life.
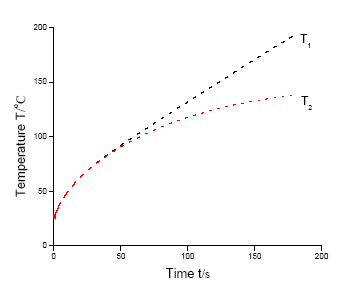
Work by Wu et al. [21] showed that natural air cooling is dramatically less effective than forced-liquid mid-wall cooling. The gun barrel is assumed to be made of steel, which bears geometrical, mechanical and thermal properties shown in Table 1. The heat-transfer coefficient for natural air cooling and forced-liquid cooling are 40, 3,000 W/m2•K, respectively. It should be noted that, for natural air cooling, the ambient air temperature is assumed to be 27 °C during simulated firing mission; for forced liquid cooling, the inlet and outlet coolant temperatures are set to 27 °C and 93 °C (Here, we assumed that typical engine coolant is used). So, 27 °C and 60 °C are the respective reference temperatures. The firing rate is set to 10 rpm and constant for three minutes firing mission so that one round is fired every 6 s. The heating and cooling periods are set to 0.02 s and 5.98 s, respectively. The gun bore receives the input heat flux of approximate 1.0 J/mm2 during a shot and then cools in the air. As shown in Figure 4, the initial bore temperature of each round of actively liquid-cooled barrel, T1, is effectively controlled, whereas that of the air-cooled barrel, T2, is approximately linear with the number of rounds fired. In [22] a relation between the maximum bore temperature, Tmax, and the initial maximum temperature, Ti, of each round is given as follows:
(3)
where H∞ is the total heat transfer per round (J/m2), λ the thermal conductivity of the gun steel, a the diffusivity of gun steel, and t0 a time constant(s). Equation (3) shows that Tmax increases with increase of Ti. If the maximum bore temperature reaches the melting point of steel, melt-erosion, which is many times faster than normal erosion, will probably occur.
The energy balance of gun barrel during a shot can be approximated by the following equation:
(4)
where Qin is the thermal energy transferred into the gun bore, Qout the thermal energy transferred out of gun barrel, V the volume of gun barrel, and ∆T the nominal temperature increment. So we get:
(5)
For a sustained firing of N rounds, the initial temperature relation between two arbitrary rounds is as follows:
(6)
From Figure 4 it can be concluded that if the heat transferred into the gun bore during a shot is completely transferred out of the barrel before next round of fire, the nominal temperature increment ∆T will approach zero (∆T→0), which means that the barrel temperature is absolutely controlled. Equation (4) is rewritten as follows:
(7)
where, ∆t = 60/n (s), having a rate of fire, n (rpm). It is easy to see that this case will occur only after a number of rounds fired and a certain temperature difference is generated between the coolant and the surface of the cooling channels. The difference of initial temperatures of the first 10 rounds under different cooling conditions is rather slight due to heat conduction control.
Conclusion
A combination of passive cooling technology and active cooling technology is an effective approach to solve problems induced by heat transferred into the gun bore during firing. Both have found applications in artillery weapons, but there are still many unsolved problems which limit gun performance. Future work in this area is of great interest and challenge.
Acknowledgements
The author would like to thank Professor F.Q. Ma for his support, and acknowledge the help of Dr. P.Q. Chen for conducting much of the FEA work on this subject.
References
[1] D. Boisson, M.G. Légeret, and R. Cayzac, “Numerical Study Of the Heat Exchange Occuring in a 120mm Chromium Coated Gun Barrel and Comparison With Experimental Results”, Gun Tubes Conference 2005, Keble College, Oxford, England, S7/P29, 10–14 April 2005.
[2] J.H. Underwood, et al., “Thermomechanical Modeling Of Transient Thermal Damage In Cannon Bore Materials”, Wear, Vol. 257, pp. 992–998, 2004.
[3] J.H. Underwood, “Thermo-mechanically Controlled Erosion In Army Cannons: A Review”, Gun Tubes Conference 2005, Keble College, Oxford, England, S4/P15, 10–14 April 2005.
[4] O. Lesquois, et al., “Degradations in a High-speed Sliding Contact In Transient Regime”, Wear, Vol. 201, pp. 163–170, 1996.
[5] P.J. Cote, et al., “Application Of Laser Pulse Heating To Simulate Thermomechanical Damage At Gun Bore Surfaces”, Journal of Pressure Vessel Technology, Vol. 125, pp. 335–341, 2003.
[6] P.J. Cote, G. Kendall, and M.E Todaro, “Laser Pulse Heating Of Gun Bore Coatings”, Surface and Coatings Technology, Vol. 146–147, pp. 65–69, 2001.
[7] P.J. Cote, et al., “Gun Bore Erosion Mechanisms Revisited With Laser Pulse Heating”, Surface and Coatings Technology, Vol. 163-164, pp. 478–483, 2003.
[8] P.J. Cote and C. Rickard, “Gas-metal Reaction Products In The Erosion Of Chromium-Plated Gun Bores”, Wear, Vol. 241, pp. 17–25, 2000.
[9] S.L. Lee, et al., “High-rate Sputter Deposited Tantalum Coating On Steel For Wear And Erosion Mitigation”, Surface and Coatings Technology, Vol. 149, pp. 62–69. 2002.
[10] J.H. Underwood et al., “Thermal Damage, Cracking And Rapid Erosion Of Cannon Bore Coatings”, Journal of Pressure Vessel Technology, Vol. 125, pp. 299–304, 2003.
[11] M. Grujicic, J.R. DeLong, and W.S. DeRosset, “The Effect Of Lining Segmentation On The Reliability Of Hybrid Ceramic/Steel Gun Barrel”, Material and Design, Vol. 24, pp. 69–78, 2003.
[12] A.J. Bracuti, “Wear-reducing Additives―Role of the Propellant”, in Steifel L. (ed.), Gun Propulsion Technology, Progress in Astronautics and Aeronautics, Vol. 109, AIAA, Washington, pp. 377–412, 1988.
[13] P. Franco and H. Peter, “Gun Barrel Erosion: Study Of Thermally Insulating Layers”, 19th International Symposium of Ballistics, Interlaken, Switzerland, pp. 315–321, 7–11 May 2001.
[14] B. Lawton, “The influence of Additives on the Temperature, Heat Transfer, Wear, Fatigue Life, and Self Ignition Characteristics of a 155 mm gun”, Journal of Pressure Vessel Technology, Vol. 125, pp. 315–320, 2003
[15] D. Boisson, G. Légeret, and J.F. Barthélémy, “Experimental Investigation Of Heat Transfer in a 120 mm Testing Gun Barrel Based On A Space Marching Finite Difference Algorithm For The Inverse Conduction Method”, 19th International Symposium of Ballistics, Interlaken, Switzerland, pp. 163–169, 7–11 May 2001.
[16] http://www.army-technology.com/projects/crusader/
[17] http://www.army-technology.com/projects/as90/
[18] http://www.denel.co.za/liw/weapons/G6.htm
[19] http://defence-data.com/dsei/pageds1019.htm
[20] T.W. Hurn, et al., “Development of an Advanced Electromagnetic Gun Barrel”, IEEE Transactions on Magnetics, Vol. 29, No. 1, January, 1993.
[21] B. Wu, et al., “Temperature Field Analysis For Actively Cooled Barrel Of Large Caliber Gun”, Acta Armamentarii, Vol. 25, No. 3, pp. 267–271, 2004. (in Chinese)
[22] B. Lawton, “Thermal-chemical Erosion in Gun Barrels”, Wear, 251, pp. 827–838, 2001.